Explore our flagship OEM/ODM industrial and commercial inflating solutions, backed by international safety certifications and Red Dot award-winning structural designs.








For procurement officers in major sporting leagues, large school districts, and high-volume retail operations, selection of dynamic inflation hardware shifts away from standard consumer-tier battery options. Mains-powered electric ball pumps (powered via 110V-240V AC) are the standard for high-duty-cycle setups. Buyers look for stability, continuous output, and robust thermal protection systems that battery-powered devices simply cannot maintain over prolonged operation cycles.
Mozhen Technology targets critical industry bottlenecks by manufacturing mains electric systems equipped with industrial-grade linear air compressors. These systems are structured specifically for institutional B2B requirements. They minimize downtime, improve safety ratings in commercial settings, and ensure long operational life under heavy work sessions.

Leveraging advanced precision manufacturing paradigms across multiple production sites in China and Southeast Asia to guarantee robust, scalable, and uninterrupted supply chains.
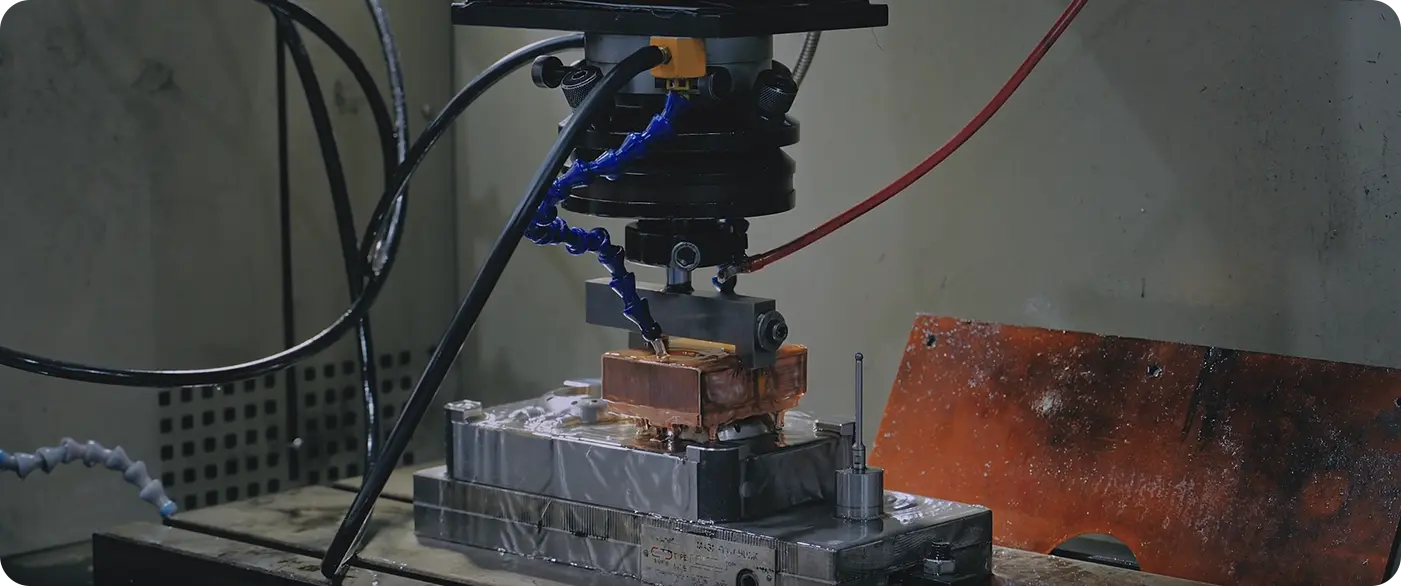
Headquartered in Shenzhen, China's hardware innovation capital, Mozhen Technology (Shenzhen) Co., Ltd operates a massive 180,000 square meter (1.9 million sq ft) industrial park. Our manufacturing model integrates the entire product lifecycle: in-house mold design and tooling, high-precision injection molding, surface finishing, multi-layer PCB assembly (SMT), and high-throughput final product assembly. Equipped with over 200 advanced injection molding machines and 17 dedicated SMT lines featuring automated optical inspection (AOI), we control every step of production.
To mitigate risk and help international clients navigate global trade dynamics, we operate a 60,000 square meter factory in Vietnam. This facility mirrors our Shenzhen operation, ensuring consistent product quality, stable pricing, and tariff optimization. Our 300+ strong R&D engineering team continuously optimizes these setups, allowing us to support OEM projects with scalable capacities that meet peak consumer demands without compromise.




How we design smart pressure systems, control thermal performance, and build durable hardware for professional use cases.
Mains-powered electric ball pumps require precise pressure regulation to avoid over-inflation. Our latest design includes real-time digital pressure sensors capable of detecting load resistance with ±0.1 PSI accuracy. Integrated with automatic shut-off systems, these units prevent damage to high-end match balls (such as those used in soccer, basketball, or rugby), extending their service life.
To support high-volume inflation without overheating, our pumps feature dual-brushless cooling fans alongside ceramic thermal shields. This architecture keeps internal operating temperatures below 65°C even after 45 minutes of continuous operation. Our designs deliver consistent, reliable performance under demanding schedules.
By optimizing motor dynamics and using noise-absorbing housing materials, we have reduced operational noise levels below 68 dB. Our eco-drive systems deliver high performance with lower energy consumption, helping operators meet sustainability standards while maintaining a comfortable work environment.
Developing micro-transducers that achieve ±0.1 PSI accuracy with automatic shut-off, specifically designed for high-end match balls.
Introducing hybrid systems capable of switching between AC mains power and high-capacity internal batteries to support indoor and outdoor operations.
Integrating Bluetooth and Wi-Fi modules to let athletic facilities monitor pressure levels, count inflation cycles, and receive predictive maintenance alerts.
Our product development group has been recognized with the prestigious Red Dot Design Award, reflecting our commitment to blending performance with intuitive user design. From compact structural layouts to ergonomic handle designs and tool storage, we build functional equipment that excels in high-volume settings.
This commitment to quality has earned us partnerships with global leaders like SHELL, HYUNDAI, and multiple automotive OEMs. We apply these same manufacturing standards to our mains electric ball pumps, ensuring every unit delivers professional-grade performance.




We build and support international automotive and sports pump brands, establishing specialized platforms that challenge traditional manufacturing models.
How our inflation platforms support professional sports arenas, school systems, and international logistics hubs.
Physical education programs often need to inflate hundreds of basketballs, soccer balls, and playground balls at the start of school semesters. Standard portable pumps can overheat quickly during these tasks. Our mains-powered electric pumps run continuously from standard wall outlets, helping staff prepare equipment rapidly and reliably.
Elite sports organizations require precise pressure control. A deviation of even 0.5 PSI can alter a ball's playability and compliance. Our micro-transducer systems calibrate pressure levels automatically, giving team staff consistent, reliable results before every game.
For brands shipping pre-inflated products, packaging lines must move quickly. Our high-airflow mains pumps speed up packaging workflows, reducing cycle times and increasing daily output for fulfillment operations.
| Performance Variable | Industrial AC Mains Systems (110V/220V) | Consumer DC Rechargeable Systems (12V/USB) |
|---|---|---|
| Duty Cycle / Run Time | Continuous (24/7 continuous operation) | Intermittent (approx. 15-20 minutes limit) |
| Airflow Speed (L/Min) | 35 - 55 L/min (High-efficiency output) | 10 - 20 L/min (Standard speed) |
| PSI Precision | ±0.1 PSI (With automated digital calibration) | ±0.5 to 1.0 PSI (Varies with battery charge) |
| Product Lifespan | Heavy-duty (~5+ years in commercial environments) | Light-to-medium (1-2 years domestic use) |
| Power Dependability | Stable power directly from wall outlets | Requires regular recharging cycles |
International B2B procurement demands strict compliance with safety, environmental, and ethical standards. Mozhen Technology maintains comprehensive certifications to meet the requirements of global retail and industrial distribution networks.
Our operations are audited under SMETA (Sedex Members Ethical Trade Audit) standards, certifying fair labor practices, safe working conditions, environmental management, and ethical business conduct. This level of transparency makes us a reliable supply partner for major international retailers and brands.
We verify our components and assembly lines through external labs to ensure our products meet import regulations worldwide.
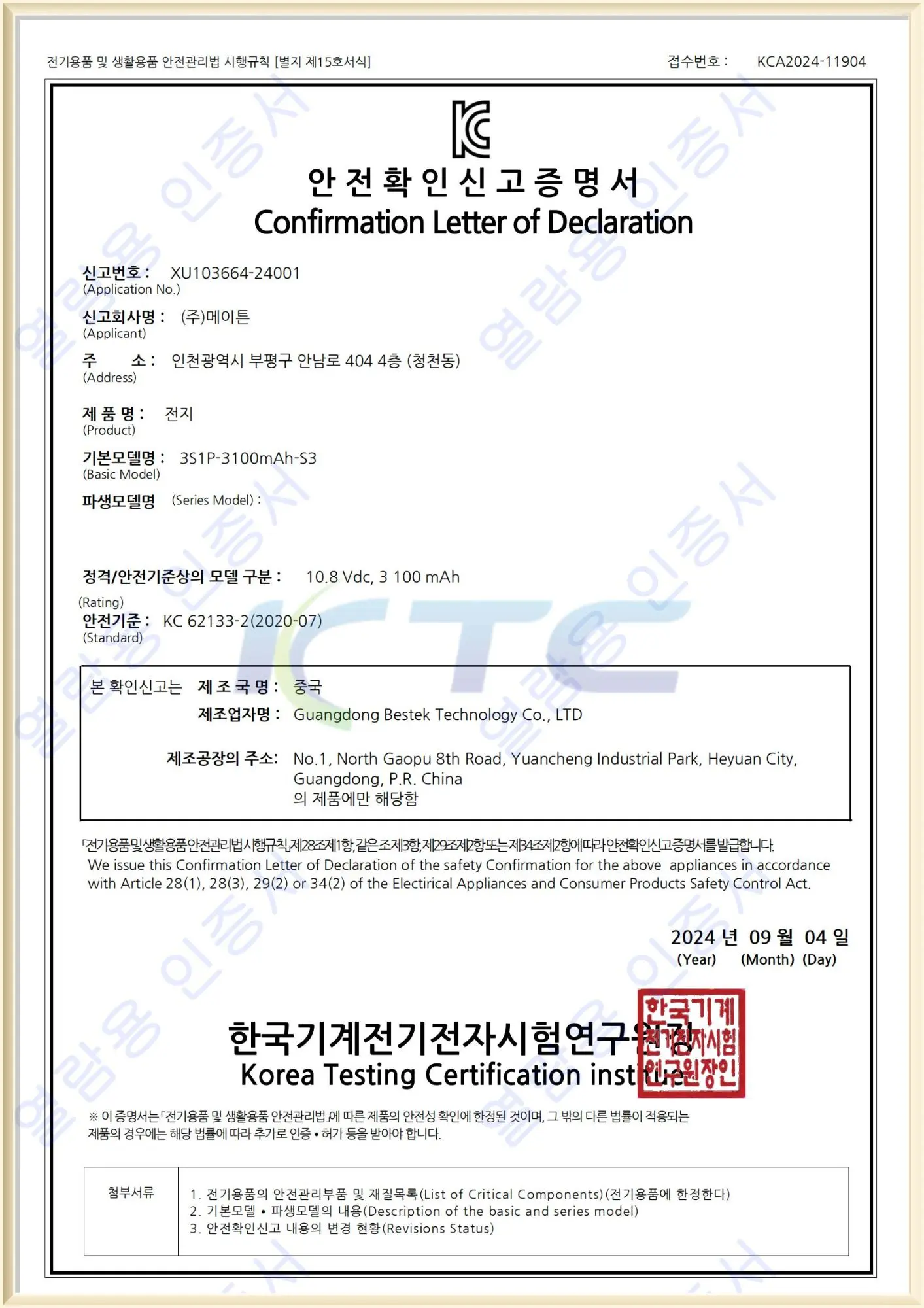
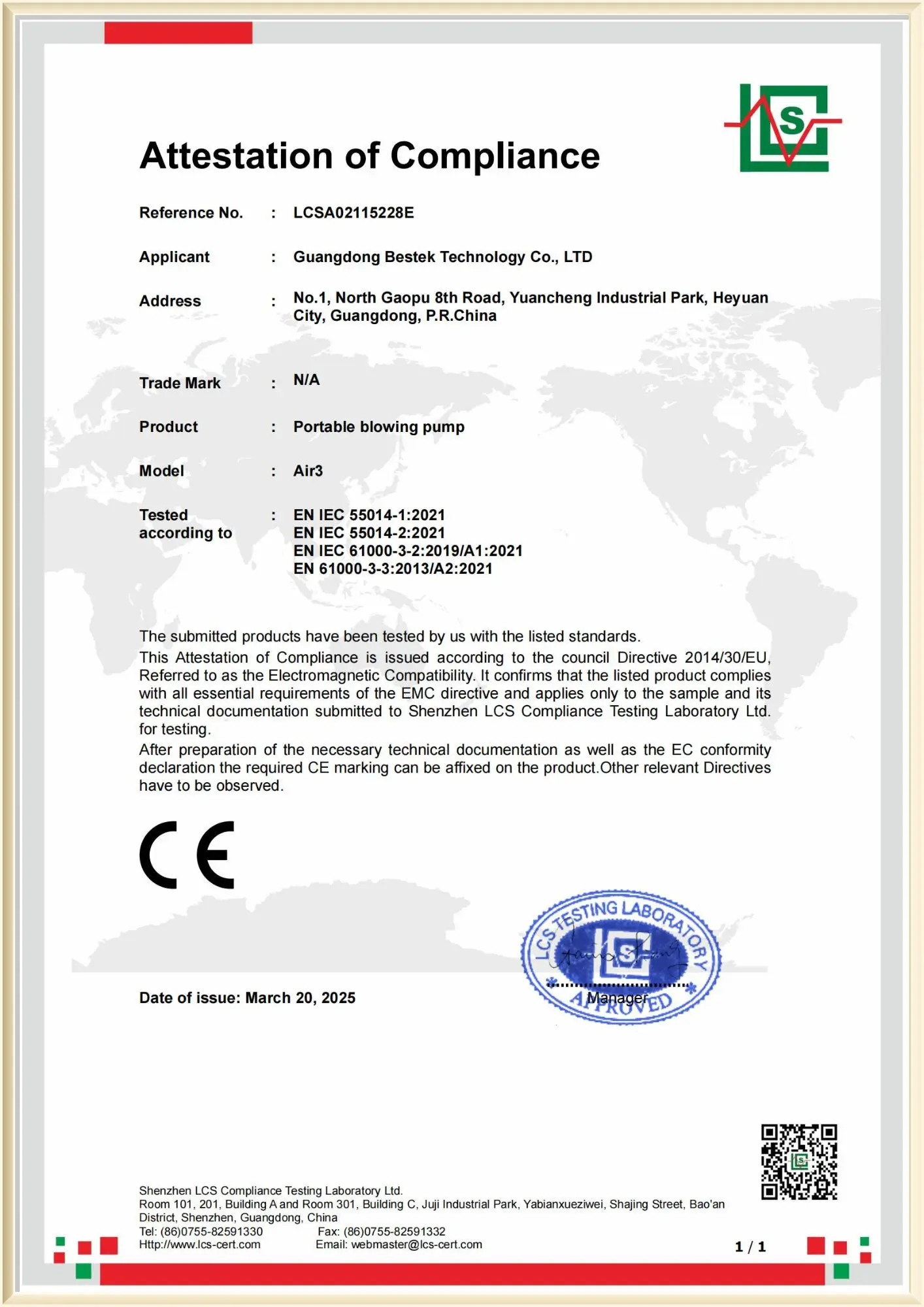
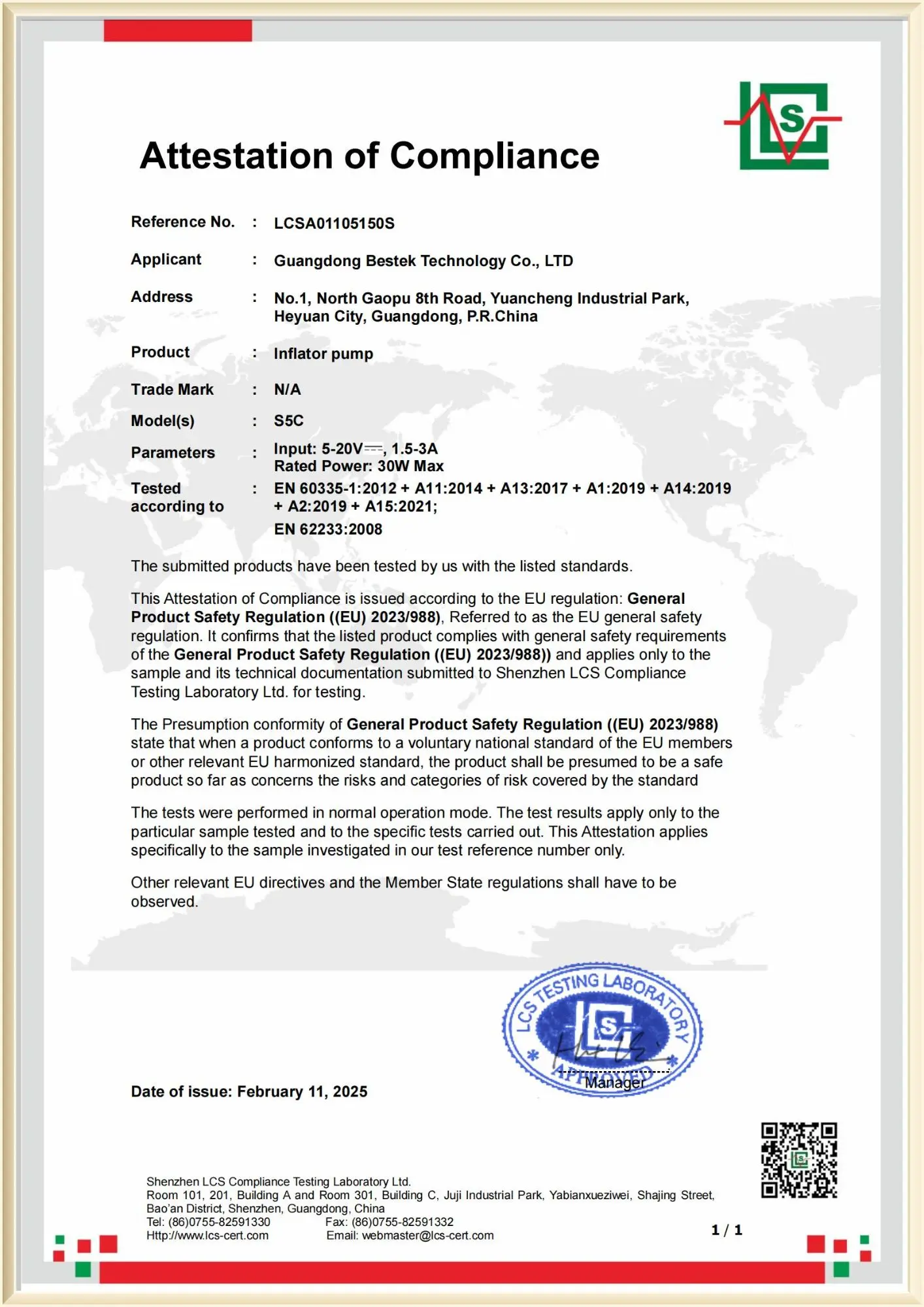
Our products and facilities are certified under major global safety and quality standards, streamlining the import process for your business.
SMETA Ethical Audit
ISO 9001 System
Safety Test Report

UL Standard File
Answers to common questions about our technical capabilities, OEM/ODM processes, and delivery terms for international orders.
Complete your product line with our digital pressure gauges, valve adapter kits, and compact electric pumps designed for professional retail networks.








Providing design and manufacturing support to automotive, outdoor, and sports brands globally.





