Explore our premium grade inflatables pump technology, precision pressure gauges, and smart electronic inflators engineered for global markets.





An in-depth analysis of structural engineering, supply chain resilience, and global B2B procurement strategies in the smart automotive inflator sector.
In the automotive aftermarket and industrial tool sectors, the demand for high-performance AC (Alternating Current) and DC (Direct Current) hybrid tire inflators has experienced monumental growth. As vehicles transition toward higher operating loads and smarter consumer electronics, legacy 12V DC power supplies often face physical bottlenecks in current carrying capacity, resulting in long duty cycle delays and overheat-induced shutdowns.
High-quality AC tire inflators leverage stable, higher voltage parameters (e.g., 110V-120V in North America, 220V-240V in Europe and Asia) to drive heavy-duty dual-cylinder motors. By integrating advanced transformer circuitry or offering hybrid AC/DC power options, these systems deliver structural advantages: higher cubic feet per minute (CFM) delivery, prolonged continuous duty cycles (often up to 30 or 45 minutes without thermal degradation), and the ability to easily inflate large-volume truck tires, SUVs, and commercial vehicles.
For B2B procurement managers, sourcing these components requires partnering with an established manufacturer capable of designing complex PCB layouts, isolating high-voltage circuits safely, and executing severe quality-assurance tests to guarantee long-term operational uptime.

Seamless conversion between 110V/220V AC and 12V DC. Built-in smart power switching protects internal circuits from sudden voltage drops or over-current surges, optimizing thermal dissipation.
Full compliance with international standards. Products carry UL, ETL, CE, and FCC approvals, satisfying rigorous compliance protocols established by premium auto retailers worldwide.
Equipped with dual-stage cooling fans and deep-anodized heat sinks. Prevents thermal shutdown during sequential commercial tire fills, boosting real-world service productivity.
In a volatile global trade climate, reliance on a single manufacturing jurisdiction poses substantial compliance and tariff risks. Mozhen Technology has proactively addressed this macroeconomic challenge by developing a highly-resilient dual production strategy spanning key industrial hubs in China and Vietnam.
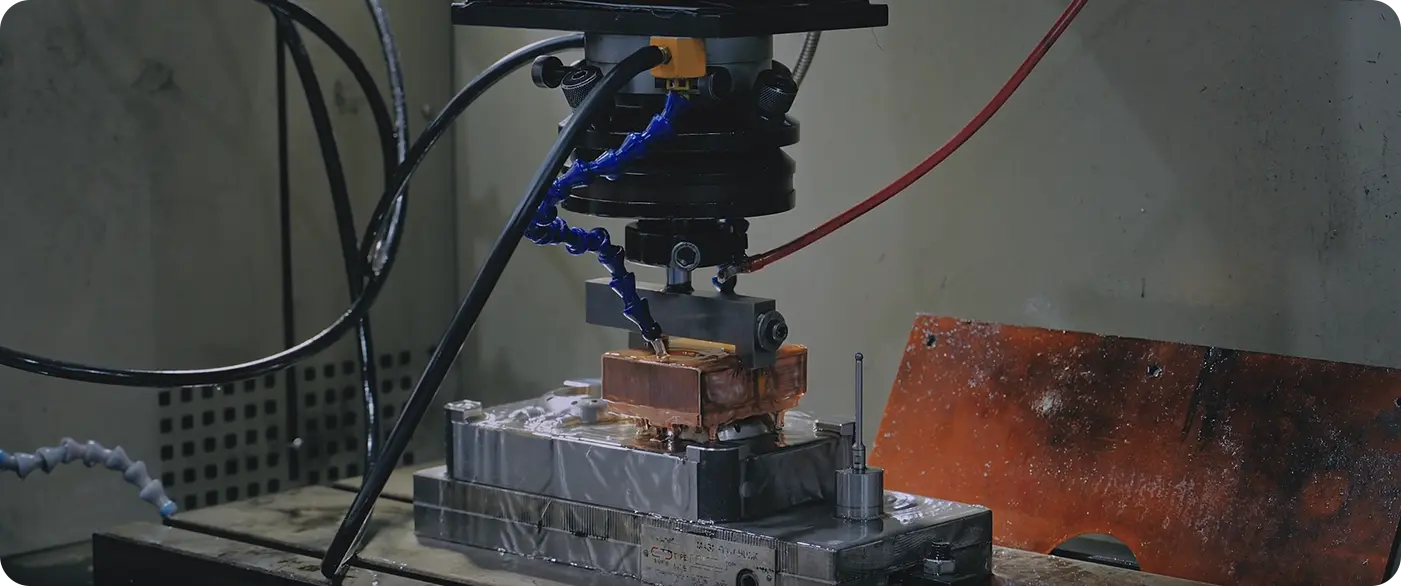
Our flagship 180,000 square meter (approx. 1.9 million square feet) Shenzhen industrial park operates as our primary technology incubator, integrating state-of-the-art mold design facilities, high-precision injection molding workshops, surface-mount technology (SMT) lines, and a robust hardware and software PCB development department. By maintaining these core engineering competencies in China, we leverage a world-class electronics component supply chain to accelerate R&D cycles.
Concurrently, our 60,000 square meter Vietnam production base offers a key trade advantage: tariff-optimized manufacturing and export routes directly to North American and European markets. This dual-base framework ensures continuous shipping capabilities, hedges against geopolitical disruptions, and optimizes total landed cost for bulk procurement contracts.

From initial market ideation and CAD modeling to pilot manufacturing runs. We offer complete custom branding, PCB firmware design, and pre-testing services.
For brands with mature specifications looking to scale manufacturing rapidly while maintaining strict quality metrics, we offer unmatched production bandwidth.
Driven by persistent innovation and premium manufacturing infrastructure to secure global supply chains.




Bridging the gap between industrial expectations and localized consumer requirements.

Global buyer intent is bifurcated into two main channels: Heavy-Duty Professional Use and Consumer-Facing Emergency Roadside Assistance. To dominate search relevance and consumer trust, brands must provide multi-functional inflation solutions that address distinct application scenarios:



Our dedication to quality is backed by globally recognized standards and ethical audit frameworks.
Quality management systems certification ensuring consistent high-quality manufacturing processes across all facilities.
Environmental management system compliance, minimizing waste production and ecological footprint during high-output fabrication.
Independent ethical audits verifying labor practices, health & safety standards, and environmental practices.
Stringent electrical safety standards met for direct imports and placement on retail shelves across the USA and Canada.

Providing direct informational value to clear technical hurdles for product line procurement managers.
Browse our advanced portable flagship air compressors, digital pressure diagnostic equipment, and high-performance inflator accessories.







We collaborate with industry leaders and automotive OEMs globally to deliver robust compressed air solutions.









