Explore our flagship lineup of pneumatic solutions and customized high-pressure inflators engineered to demanding specifications. Built with state-of-the-art electronics, reliable seal geometry, and advanced power management.
Modern consumer sleeping environments require far more than basic fabric shells holding compressed air. The B2B landscape for single airbeds has transformed. Today’s market expects robust structural integrity, rapid auto-inflation, dynamic pressure adjustments, and eco-friendly raw material options. Our proprietary designs focus on internal comfort matrix stability and reliable power-train safety.
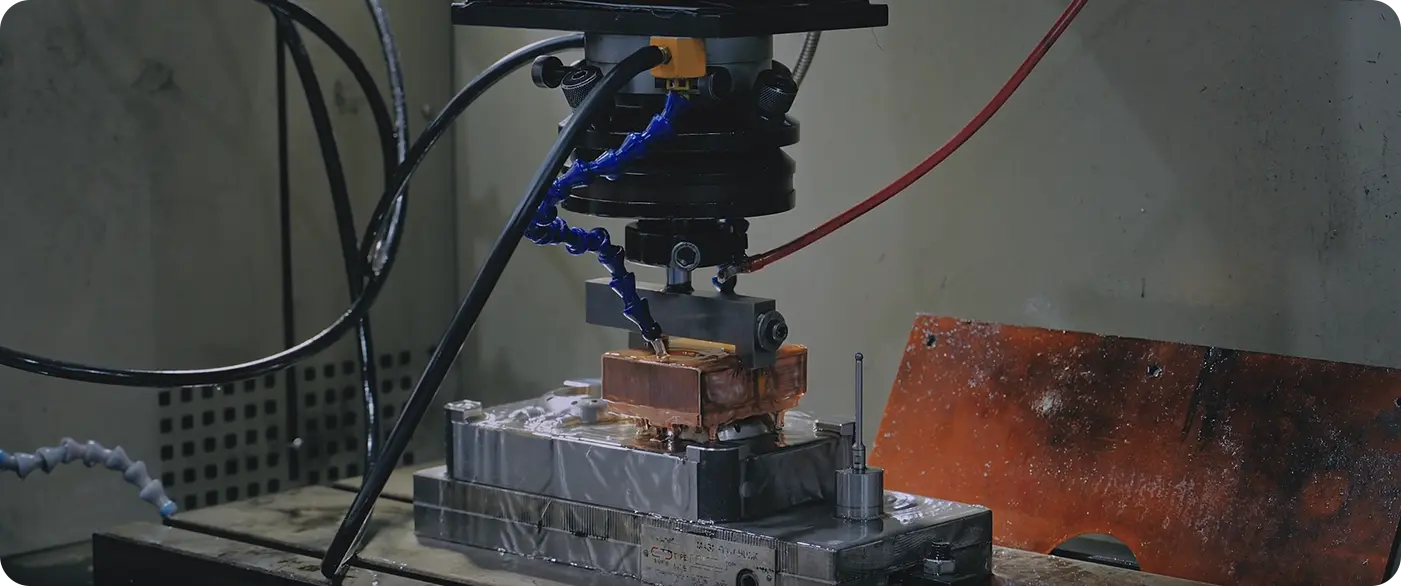
Replacing conventional glued seams, we utilize 220kHz high-frequency dielectric voltage welding. This locks polymer chains at the molecular level, creating leak-free joints that resist shear stress under continuous loads.
Our integrated pumps employ intelligent microprocessors to detect micro-leaks or expansion caused by temperature drops. The auxiliary pump module dynamically tops up the pressure quietly, ensuring a flat sleeping surface all night.
We laminate TPU (Thermoplastic Polyurethane) on high-denier polyester Oxford fabrics. TPU offers superior stretch resistance and puncture resistance compared to PVC, and contains zero volatile plasticizers.
"By moving from 100% plasticized PVC formulations to modern light TPU hybrid structures, we have reduced overall weight by 35% while increasing tensile burst strength by over 180%."
As an R&D-driven innovator, our tech pipeline is focused on automation, battery chemistry improvements, and acoustic engineering. The future of single airbeds lies in active comfort management and wireless integration.
Custom acoustic insulation reduces inflation and motor noise to under 50 decibels.
Interchangeable lithium-ion batteries that power camping airbed pumps and field power accessories.
A 100% biodegradable elastomer film designed to reduce environmental impact and lower carbon tariffs.
Real-time pressure optimization that adjusts to a sleeper's dynamic changes in posture.
Our engineering team is actively testing integrated air mattresses with high-discharge lithium-ion power packs. This allows for dual-use functionality: charging standard personal devices outdoors while offering cordless inflation/deflation on a single charge.
Single airbeds and smart air pump units serve multiple industries globally. We optimize our production lines to meet the strict demands of retail, medical, and emergency distribution networks.
We construct lightweight, ultra-compact sleeping systems designed to pack down into small backpacks. These feature highly efficient, battery-powered rechargeable pumps optimized for damp, cold, and uneven terrains.
Luxury single airbeds designed for the home, featuring built-in 110V/220V AC pumps. These offer structured internal coil beams that provide supportive spinal alignment similar to a traditional spring mattress.
Heavy-duty, military-grade airbeds designed for quick deployment in field hospitals and disaster areas. Built with puncture-resistant, antimicrobial fabrics and reliable multi-valve inflation systems.
Founded in 2021, Mozhen Technology (Shenzhen) Co., Ltd draws inspiration from the enduring proverb: "Even a steel rod can be polished to a point of a needle if attempted persistently." Our business focuses on breaking historical trade boundaries and establishing direct B2B access to premium pneumatic and automotive air pumps.




Our ongoing investments in design and technology have secured 242 patents worldwide, including 21 core utility patents in micro-valves, impeller shapes, and high-efficiency heat dissipation structures.
Our 1.9 million sq ft development hub integrates mold design, precise polymer injection molding, electronic PCB surface-mounting (SMT), and assembly under one roof to maintain absolute quality control.
Our industrial design team has been recognized with the prestigious Red Dot Design Award, creating user-friendly form factors and intuitive modern interfaces.
Modern geopolitics and unpredictable logistical environments demand resilient manufacturing partners. Mozhen Technology provides a reliable dual-base production strategy across China and Vietnam to insulate global clients from tariff changes and delivery risks.
Our internal electronics production utilizes 17 automated surface-mount lines. Integrated Automated Optical Inspection (AOI) scans circuit boards at every stage, checking solder joints and component placement to eliminate electrical defects.
Our Shenzhen headquarters manages R&D and advanced engineering, while our 60,000 sq m Vietnam factory offers cost-efficient assembly and direct shipping options to help manage global tariffs.
Our plants operate with smart power grids, heat recovery systems on our 200+ injection molding machinery, and closed-loop water recirculation systems to minimize waste and environmental impact.



We provide complete certification and compliance transparency to ensure a reliable supply chain. Our operations are fully certified to international standards for safety, product reliability, and ethical practices.
Certified quality and environmental management systems that ensure consistent product standards and reliable manufacturing processes.
Our facilities are audited for ethical labor standards, workplace safety, environmental responsibility, and fair trade practices.
All electrical components, lithium-ion packs, and power adapters are fully certified for North American and European electrical safety standards.

We partner with leading global brands and automotive suppliers to deliver high-quality, high-performance inflation products.






Get answers to technical and logistical questions commonly asked by global procurement managers and design engineers.
Discover our advanced hand-held inflators, smart ball pumps, and digital pressure indicators built to keep you on the move.















