The worldwide automotive aftermarket is undergoing an unprecedented shift. Once categorized as emergency roadside accessories, tyre inflator air pumps have evolved into essential, high-frequency smart devices used in consumer automotive maintenance, commercial logistics fleets, off-road expeditions, and active recreation. The integration of high-density lithium-ion battery cells, ultra-efficient brushless DC (BLDC) motors, and smart microprocessor pressure transducers has reshaped user expectations.
In mature markets like North America and Europe, procurement demands have consolidated around three critical indicators: measurement precision (conforming to international standard ANSI B40.7), thermal dissipation safety (preventing motor melt-down during high-volume operational cycles), and unmatched portability. B2B buyers and tier-1 distributors are no longer searching for generic white-label products. They require custom OEM and ODM solutions designed from the ground up to endure extreme outdoor temperatures (-20°C to 60°C) while retaining consistent calibration. This shift requires deep system-level hardware and firmware engineering capabilities, which is exactly where Mozhen Technology (Shenzhen) Co., Ltd excels.
Faced with changing tariffs, localized trade requirements, and demanding delivery schedules, global buyers demand robust production networks. Our supply chain infrastructure is engineered for resilience, using dual manufacturing hubs in Shenzhen, China, and Vietnam to keep your supply chain uninterrupted, cost-effective, and fully compliant with origin regulations.
By integrating over 1.9 million sq ft (180,000 sq m) of specialized, smart manufacturing facilities in China with an agile 60,000 sq m factory in Vietnam, we protect our international clients against systemic trade disruption.
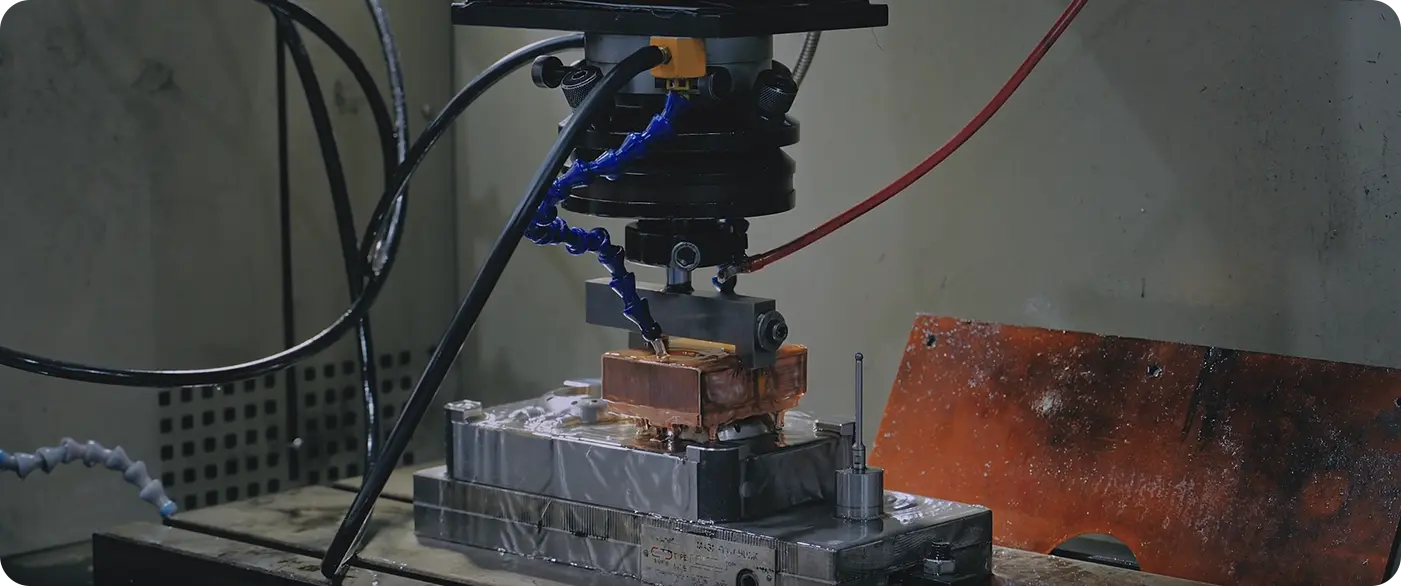
Our facility operates 17 fully automated surface mount technology (SMT) lines equipped with Automatic Optical Inspection (AOI) technology. From the initial mold design and high-pressure injection molding to PCB design, in-house software programming, and comprehensive assembly, we manage every phase under strict quality standards. This vertical integration allows us to significantly reduce production times, minimize component defects, and lower costs compared to conventional sub-assembly manufacturers.

Our in-house R&D team has earned the prestigious Red Dot Design Award. We combine state-of-the-art engineering with sleek, ergonomic forms to deliver products that perform exceptionally and look premium on any retail shelf.

Our operations strictly conform to the ISO 9001 standard. From raw material procurement to multi-stage performance testing, our quality systems guarantee that every inflator leaves the factory calibrated to precise operational requirements.

We collaborate with industry leaders like SHELL, HYUNDAI, and premier automotive OEMs. These long-term partnerships highlight our capability to meet rigorous technical audits and uphold high standards of corporate social responsibility.
Mozhen Technology is committed to building internationally recognized automotive air pump brands, breaking the historical mold of generic Chinese manufacturing. Through our proprietary product platforms and extensive patent portfolio, we provide full-service, end-to-end support for international distributors, wholesalers, and brand managers.
ODM Solutions (Concept to Commercialization): We supply high-integrity pre-engineered product templates that drastically compress time-to-market. Our catalog platforms come pre-certified (UL/CE/FCC/ETL ready) and can be customized with custom software features, customized housings, and unique interface layouts.
OEM Partnerships: Leveraging our 200+ injection molding machines, advanced in-house SMT production lines, and 242 structural and software patents (including 21 utility patents), we bring complex customer-provided schematics to life. Our engineering team refines product architecture to optimize assembly yield, reduce heat generation, and improve performance.


Our environmental and quality systems ensure resource conservation and premium product build standards, maintaining stable quality across large production volumes.
We prioritize social responsibility. Our SMETA audit compliance guarantees labor rights, worker safety, and ethical corporate practices across our factories.
Our products undergo rigorous testing to comply with North American safety requirements, facilitating simple custom clearance and worry-free retail distribution.
Every product batch undergoes continuous stress testing in our in-house lab, including drop trials, extreme thermal exposure, vibration testing, and pressure cycle validation. This focus on reliability minimizes return rates for our distribution partners and protects brand reputation.

We realize that a single hardware solution cannot meet every demand. Different deployment areas and regional environments require customized operational characteristics, optimized battery chemistry, and tailored user interfaces.
Our heavy-duty tire inflator series (such as the S6 and S5) is built to endure demanding fleet duty cycles. Fitted with precision digital pressure gauge manifolds, these compressors provide rapid inflation for large pickups and cargo vans, maintaining fleet efficiency and reducing tire wear.
Precision is critical when working with high-performance sports equipment. Our P300 Plus smart athletic pumps feature pre-programmed PSI thresholds and automatic shut-off triggers calibrated to within ±0.1 PSI, preventing over-inflation and keeping equipment within regulation standards.
For dynamic retail supply, decorative events, and party rentals, the ETENWOLF P600 and P400 dual-motor pump series provide high-volume air delivery with minimal noise. These units are built with thermal-protection systems to handle continuous, multi-hour operation without overheating.





















