Engineered for professional sports, automotive support, and specialized consumer applications.




We operate under a rigorous quality management system that satisfies top international benchmarks, assuring reliability in raw material procurement and final assembly processes.

Our design engineering team has won international acclaim for product ergonomics, efficiency, and structural integration, optimizing the user experience across all form factors.

Collaborating directly with global leaders including SHELL, HYUNDAI, and automotive OEMs, we develop high-caliber hardware compliant with strict enterprise guidelines.
The modern athletic and recreational gear markets are undergoing an era of digitalization and precision automation. Mechanical hand pumps are being rapidly replaced by high-efficiency electric air pumps for balls, which offer digital pressure sensing, automatic shut-offs, and micro-lithium energy systems. For global retail networks, major sporting institutions, and international OEM brands, sourcing from a competent Chinese manufacturer is no longer just about lowering unit costs. It is about acquiring engineering IP, supply chain resilience, and global compliance certifications.
As semantic search shifts Google’s ranking logic toward structural authority and user intent metrics, procuring agents look for deep, verified information. They seek proof of precision engineering, strict manufacturing limits, battery thermal safety standards, and reliable logistics channels. This whitepaper analyzes the technical standards, production realities, and sourcing criteria for selecting a high-performing production partner in mainland China.
An inside look at how modern production facilities adapt to changing geopolitical scenarios and supply chain pressures.
Mitigate geopolitical and tariff risks. We offer redundant manufacturing capacities across China and Vietnam to ensure stable worldwide distribution.
Meet strict safety standards in major retail regions with certifications including UL, ETL, CE, FCC, SMETA, and ISO 14001.
Over 300 experienced R&D engineers translate client specifications into market-ready products with 242 global patents.
Avoid structural damage to premium inflatable assets with pressure sensors designed for accuracy within ±0.1 PSI.
B2B buyers face complex requirements when sourcing portable electronics. Standard problems such as lithium-ion transport regulations (UN38.3 compliance), custom branding options, environmental packaging rules, and long-term battery degradation demand professional handling. As a major supplier, our dual production centers in China (Shenzhen) and Vietnam (Haiphong) guarantee reliable supply paths. This structural configuration shields enterprise clients from fluctuating trade conditions and helps them meet corporate sustainability targets through eco-friendly packaging and efficient manufacturing methods.
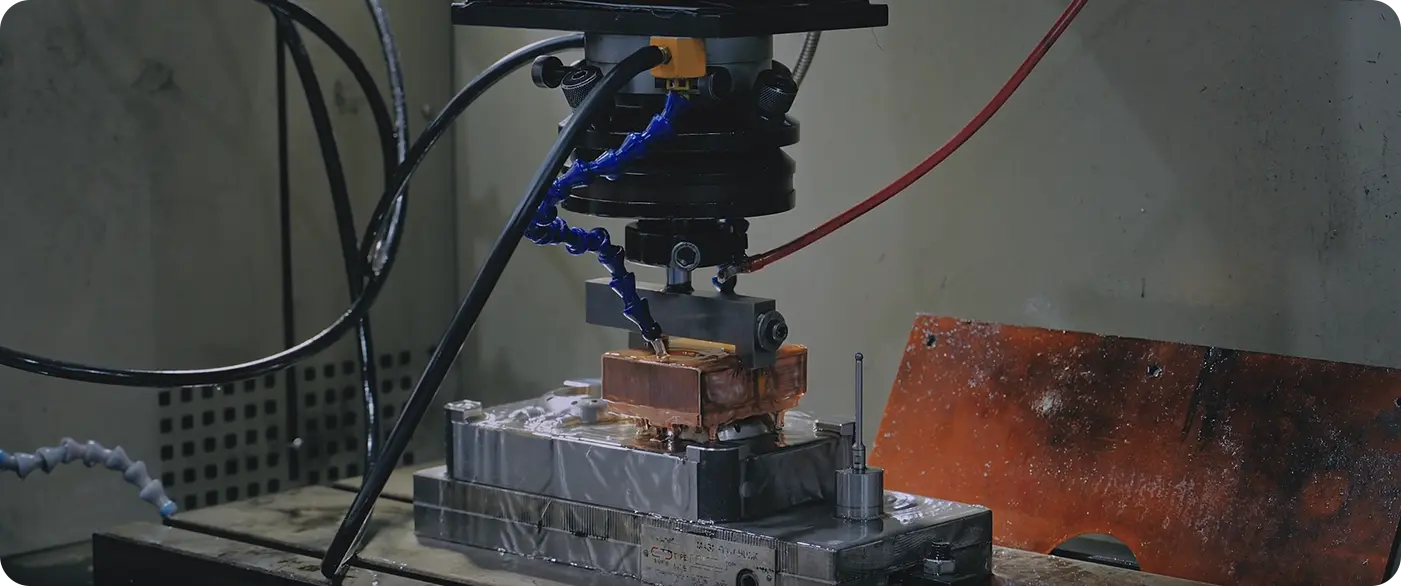
Figure 1: Automated assembly, PCB verification, and physical inspection facilities at our Shenzhen industrial park.
Providing information gain to prospective clients requires detailing our core engineering concepts. Electric air pumps depend on three main subsystems: the motor and gear setup, the battery protection circuit, and the sensor controller board (MCU).
Motor Design: High-performance units use custom brushless DC (BLDC) motors or optimized permanent magnet brushed DC motors. By using NdFeB magnets, these motors deliver high torque in a compact chassis, reducing heat generation. A critical performance index for compact pumps is heat management; our design uses integrated heat sinks and smart ventilation paths to allow continuous operation without performance loss.
Sensor and Algorithm Precision: Lower-tier pumps often over-inflate, which can damage expensive sports balls. Our products use silicon-based piezo-resistive pressure sensors connected to a 32-bit ARM Cortex microprocessor. The embedded firmware uses dynamic smoothing algorithms to filter out pressure spikes during piston strokes, achieving a real-time accuracy of ±0.1 PSI.
Safe Lithium Battery Architectures: High discharge currents generate heat. Our battery packs use tier-1 18650/21700 cells protected by dual NTC thermistors. The onboard Battery Management System (BMS) prevents overcharging, over-discharging, and short-circuits, satisfying international safety requirements for consumer and industrial electronics.
A look at the numbers, certificates, and infrastructure that back our commitment to quality and supply stability.
Founded in 2021, Mozhen Technology (Shenzhen) Co., Ltd draws inspiration from the dedication required to achieve precision engineering. Our state-of-the-art facility integrates mold design, injection molding, clean assembly, and advanced PCB hardware and software development. Our team of 300 R&D engineers ensures our technologies stay ahead of market expectations, serving clients around the world.
Our vision is simple: Pioneer faster, safer, and more reliable tire inflator and air compressor technologies that enhance everyday life.


Our commitment to continuous innovation is backed by 242 patents, including 21 utility patents that protect our air compression and battery management designs. This extensive patent library helps protect our OEM and ODM clients against intellectual property issues in major markets like the United States, Germany, Japan, and the United Kingdom.
Furthermore, our facility runs 17 automated SMT (Surface Mount Technology) assembly lines equipped with automatic optical inspection (AOI) machines. This level of automation ensures that every electronic control board meets our performance criteria before integration.

From product concept to mass production and customs clearance.
We work closely with clients to turn conceptual sketches into market-ready products. Our engineering team assists with industrial design, simulation analysis, tooling development, and pre-compliance checks. By using our pre-certified platforms, clients can save up to 40% on testing costs and bring products to market much faster.
For brands with existing designs, our automated manufacturing lines offer the scale and reliability required to maintain quality. Our dual-facility strategy provides production options in both China and Vietnam, keeping shipping lanes open and minimizing risk.
Our production facilities maintain certifications that reflect our commitment to quality, environmental safety, and ethical labor:
Ensures consistent quality across design, development, and manufacturing stages.
Guides our environmental practices, focusing on waste reduction and energy efficiency.
Confirms fair labor practices, safe working conditions, and ethical business standards.
Certifies that our electrical circuits and charging components comply with North American safety standards.
Detailed explanations regarding micro-inflation safety, manufacturing processes, and global trade logistics.
Empowering global distribution networks with high-quality, certified air compression systems.






Explore our full range of accessories, replacement components, and high-pressure digital gauges.












